
2月25日(土)、NPO法人FBO(飲料専門家団体連合会)主催の「蔵元マンスリーセミナー」がおこなわれたので、Zoomで参加した。
今回の蔵元は、福島県二本松市の「大七酒造」さん。
1752年創業で、操業270年の老舗だ。
私の大好きな「大七 純米生酛」の蔵元なので、楽しみにしていた。
当日のセミナーの内容は以下の通り。
①太田英晴社長による「大七の酒造り」の講演
②地酒大showで殿堂入りしたお酒の試飲会
「生酛純米大吟醸 箕輪門」「純米生酛」「生酛梅酒」の3つ。
私はオンライン参加なので、試飲用のお酒は事前にチルドで配達されてきた。
純米大吟醸と梅酒は冷蔵庫で冷やして、純米生酛は涼しい部屋で保管しておいた(いわゆる常温)。
さてさて、セミナーの始まりだ。
こだわりの酒造り
大七酒造の太田社長による講演は1時間以上にも及んだ。
太田社長によれば、大七酒造のこだわりの酒造りは概ね以下の通り。
〇酒米は、五百万石と山田錦に品種を絞っている。
〇水は、適度なミネラルを含む中硬水を使用。
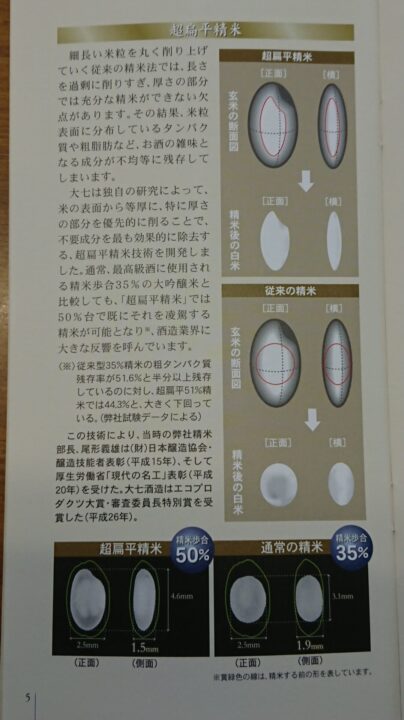
〇独自の「超扁平精米」技術により、米粒のあらゆる部分が均一に精米されるため、精米歩合50%は通常精米における35%に相当する。まさに超大吟醸!
〇杜氏の佐藤孝信さんは、この超扁平精米技能で「現代の名工」に選ばれた。
〇蒸米を最適化するため「和釜」にこだわっている。約40年ぶりに新しい和釜をつくってもらって、現在7基を所有。これで外硬内軟の蒸米を実現している。
〇麹(こうじ)は、「酛麹」「添え麹」「仲麹」「留麹」各々専用の麹室で作り分けている。麹室を分けているのは、全国でも大七酒造さんだけみたい。
〇とにかく「生酛づくり」にこだわる。大七の蔵に住み続ける「大七乳酸菌」が持つ酸性アルギナーゼが嫌な苦味を持つアルギニンを分解して、香味成分が生成される。これが、大七の自然の香味やなめらかな舌触りの源になっているとのこと。
〇大七酒造は、乳酸菌を添加する「速醸酛」方式にも一早く取り組んだらしい。しかし、やっぱり「生酛」には勝てないということで、「生酛づくり」に注力した。今や「生酛づくり」の第一人者だ。
〇醪(もろみ)は、生酛酵母の底力を信じてゆっくり育てることで、あと味スッキリのお酒に仕上げる。
〇瓶詰めは、無酸素充填装置を使うから、酸化を防ぎ、お酒の品質を長期的に保てる。
〇製造ラインはHACCP(ハサップ)に対応しており、安心・安全なお酒づくりを実現している。
〇大七にとって「貯蔵」はかなり重要な工程。大七の美味しさをつくっているのは時間。セラーの温度は8~9度に保たれ、ゆっくり熟成させる。現在のセラーには約1万本分貯蔵されており、一番古いのは1988年モノとのこと。35年熟成っ?!
大七のお酒を試飲してみた
太田社長の講演会に続いて、いよいよ試飲会の開始。
パソコンの前にお酒たちを連れてくる。
まずは、「生酛純米大吟醸 箕輪門」。
米と米麹は、国産の山田錦100%。
精米歩合は、50%(超扁平精米)。通常精米では35%の精米歩合に相当する。
アルコール度は15%。
製造年度は2021年なので、1年以上は熟成されている。
冷蔵庫に冷やしていただく。
ほんのりとしたフルーツの香りとスッキリとした味わいが特徴。
太田社長のおススメのペアリングは、エビ、カニ、ホタテの料理。鴨肉を使った料理もグッド。
お次は、「大七 純米生酛」。
1983年に誕生してから40年。今つくっているお酒の約半分を占める定番商品だ。
米と米麹は、国産の五百万石100%。
精米歩合は、69%(超扁平精米)。
アルコール度は15%。
これは常温でいただく。
お米本来の香りとふくよかな旨味が特徴。
太田社長のおススメ料理は、鍋料理、脂の乗った旬の魚、バター・クリーム・チーズなどを使ったクリーミーな料理。
まさに、食中酒に持ってこいだ!
最後は、「大七 生酛梅酒」。
2005年に発売された梅酒で、梅酒としては後発とのこと。
原料の日本酒は、純米生酛原酒を使用。
梅は、紀州産南高梅・3Lサイズを使用。
アルコール度は12%。
バランスのとれた旨味が特徴。
冷蔵庫で冷やしていただく。
太田社長のおススメは、デザートとしての一杯。また、酢豚や甘酢あんかけなどの食中酒もおススメとのこと。
どれもおいしゅうございました!

締めの一杯
大七が目指すお酒は、「農醇できれいな酒」「力強さと洗練さの両立」。
セミナーの締めに太田社長が語ったのは、「高級純米酒」というジャンルを確立したいということ。
太田社長は、「純米大吟醸酒がピラミッドの頂点ではない。そもそも純米酒と純米大吟醸酒では、めざす美味しさが違うし、コストのかけどころも違う。純米大吟醸酒よりも高価な純米酒があってもいいじゃないか!」と力強く語った。
今宵は、高級純米酒となった「大七 生酛純米プレミアム(仮称)」を夢見て「乾杯!」
